
Ladies an gentlemen, allow me to introduce you to the dumbest thing I have ever seen in the history of tacticool.
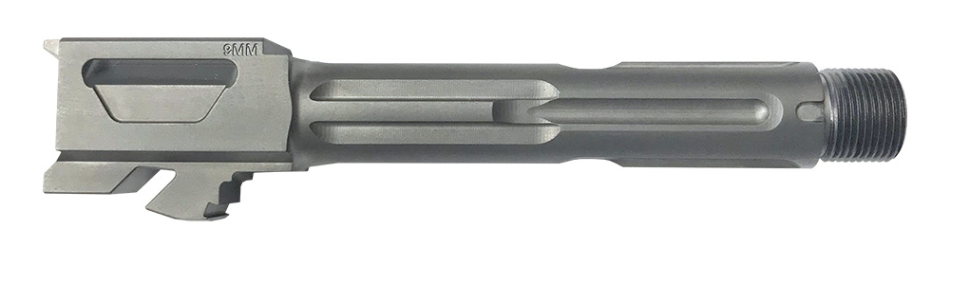
This is the new Glock barrel made by Killer Innovations.
Because why not?
First of all, why is the company called Killer Innovations? Probably because the guy who came up with the idea was a tacticool dumbass.
Now said dumbass was let loose on a piece of bar stock with a CNC and this is the result.
Why am I picking on Killer Industries barrel?
Exhibit 1:

Do you see the sharp corner on that machined cut indicated with the red arrow. Well, there are four of them on the barrel. A top and bottom on each side.
In engineering, you lean about something called a stress riser. When you have a sharp corner, that concentrates the stress at the tip of the corner. Rounded edged and fillets reduce these risers.
Understanding these risers is critical in the design of fatigue resistant components.
A very famous example of this is the de Havilland Comet. Originally made with square windows, fatigue cracks formed at the window corners and a few Comets broke up in flight. That is why all planes have round windows.
So a gun barrel is a round tube subject to a very dynamic hoop stress, upwards of 70,000 psi of hoop stress and some dumbass puts four long stress risers in the long axis of the tube. Not just that, but right at the area of peak pressure just ahead of the chamber.
A Glock barrel is not that thick to begin with, only about 0.09 inches nominal. Those cuts look pretty deep. What is the nominal thickness in those areas? I’m guessing 0.06 inches, maybe.
How much weight are they really taking out with lightning cuts versus how much are they reducing the hoop strength of the barrel by?
But that’s not all.
Exhibit 2:

That is a lightning cut through the chamber. Not just the chamber but the barrel hood is the locking surface that keeps the gun closed under firing. Now the right side has been machined away. That is going to create an uneven stress distribution in the locking surface meaning that one side is going to peen back faster than the other.
But we’re still not done.
Exhibit 3:
From the description of the barrel.
VELOCITY ARMS HAS DEVELOPED WHAT WE BELIEVE TO BE THE MOST ACCURATE PISTOL BORE MANUFACTURING PROCESS EVER CREATED. S.P.T. STANDS FOR SINGLE PROCESS TECHNOLOGY AND SINGLE POINT TECHNOLOGY. SINGLE PROCESS TECHNOLOGY MEANS THE BORE, RIFLING, AND CHAMBER ARE CUT IN ONE HIGH PRECISION MACHINE WITHOUT HUMAN INTERFERENCE.
SINGLE POINT TECHNOLOGY MEANS THE RIFLING IS CUT USING THE LEGENDARY AND PAINSTAKING SINGLE POINT CUTTING TECHNIQUE. THIS SINGLE POINT CUT RIFLING PROCESS REQUIRES A SINGLE CUTTER TO MAKE 120 INDIVIDUAL CUTS TO ACCURATELY RIFLE EACH BORE. SINGLE POINT CUTTING YIELDS IDENTICAL GROOVES THAT HAVE LESS THAN .0001” DEVIATION BETWEEN EACH OTHER BECAUSE THEY ARE BEING CUT WITH THE EXACT SAME CUTTER.
Wow, so they went all the way back in time and are cutting the rifling one groove at a time, one pass at a time.
Do you have any idea how insane it is to have a 120 step machining process anymore?
I know what some of you are thinking. “But J.Kb single cut rifling is still done and is extremely accurate.”
Yes it is. And if you are buying a rifle named Anschutz because you are going to win an Olympic Gold Medal with it, and it costs as much as your car, I’d say “go ahead and buy it.”
If you are buying a Krieger barrel to take home a medal in bench rest, you are spending your money well.
However, if you are buying a drop in barrel for your Glock, which has a frame to slide fit tolerance of “it rattles when you shake it,” than you are pissing your money away.
It’s like dropping a super tuned SVT crate engine into a stock Ford Focus. You aren’t going to get an 8 second quarter mile with everything else on the car still sucking.
So Killer Industries is selling you a barrel that is a stress analysis nightmare, that looked at 100 year of understanding about fatigue fracture and said “yeah, fuck that,” that doesn’t feel the need to have a solid locking surface, and is made using the single most complicated manufacturing process possible. All to save you, maybe 2 oz of weight and cut your group size from 3 inches to 2 inches at 15 yards.
And it’s going to cost you… they don’t even have the price listed on the website. That’s not a good sign.
Still, a sucker is born ever minute and they are going to sell a lot of these.
I just like my hands enough to never want to shoot it.
I wonder what their liability insurance policy looks like … Specifically, what does it exclude? Because, yeah, this is going to get them sued.
I suspect this will be the tacticool version of vaporware. Are they deliberately marketing something they never intend to sell (fraud)? Or are they such poor businessmen that there is no way they can sell enough, even at an exorbadent price, to cover costs of production and amortize the CNC equipment? Either way I don’t expect to see anything more the prototypes.
Nothing says “precision” like the way they randomly remove material from the barrel 😀
I’m a gunsmith and I disapprove of this product 😀
Thanks for that. You are now the only other blogger I know of (besides me) to mention stress risers and the de Haviland Comet.
Maybe they went to the jesse james school of cool heh heh. Mega dumb design
Well, to be fair – the domain registrant (John Wagster) STILL uses @Hotmail. (john.ki@hotmail.com). That tells you all you need to know about his level of savvy.
And, it seems Killer Innovations (or rather, their previous domain of ‘velocityarms.com’) is very big with the Air Soft crowd. Probably why they ditched their previous name and rebranded. But, the Intarwebs knows.
https://www.youtube.com/user/NFLDAirsoft/about?disable_polymer=1
https://goo.gl/teZhC2
“Single point cutting yields identical grooves that have less than .0001” deviation between each other because they are being cut with the exact same cutter.” Um, no. The fact that he said that is yet another bit of evidence that he knows nothing about mechanical engineering or manufacturing processes.
You get cuts with 0.1 mil deviation only if the sum of (a) the machine’s positioning accuracy, (b) tool wear during the entire machining operation, (c) positioning error due to thermal expansion of materials of different expansion coefficient, (d) positioning error due to thermal expansion of machine and work parts that are at different temperatures, (e) etc… adds up to less than 0.1 mil. Good luck with that.
Something else I wonder about. It sounds like he does drilling and rifling on a single machine, presumable some sort of CNC lathe/shaper widget (since he says “single point tool). But you don’t make accurate deep holes on such machines; that is done with a gun drill which is a single purpose machine.
I think I’m with NRW here — this sounds like a fictional product.
You can chuck a length of bar stock, gun drill, and ream it in a CNC. The thing is you are limited to maybe 10 inches of drill depth that way. We do short pieces like that where I work. To do a full length rifle barrel, you are right, you need a dedicated gun drill. For a 4.5 inch pistol barrel, you could use a CNC.
Next you’re going to tell them the world isn’t flat….
Thanks for lightening up my morning. The random CNC cuts and clueless techno-puffery make me wonder if Jesse James is moonlighting there. I don’t see what possible claimed benefits there could be other than looking fancy, if anything all that machining will make the barrel whippier and less accurate.
For reference, Lone Wolf’s Alpha Wolf barrels are fluted, but they only make shallow cuts with a ball end tool and button rifle them.
Personally I think cold hammer forged barrels with polygonal rifling are well suited to this application so fancy rifling and shiny finishes are pointless.
They should call it the “Kaboomer”.
I wonder if all the useless machining makes for more efficient shrapnel when the barrel inevitably explodes?
Tm learning something NEW, EVRYDAY!!!
Thanks guys!
Actually, this probably isn’t that big of an issue: If you made a Venn Diagram showing the people who would buy this product, and the people who shoot enough that they could get this thing to fail, it would look like the business end of a double-barreled shotgun.