
The Titan Sub
I haven’t written about the Titan sub yet, because I’ve been busy and didn’t want to go off half-cocked.
I will fully admit that I’m not a maritime engineer, but I am a materials engineer, and that should count for a little bit.
I also had a good, long conversation with a buddy and co-worker who was a mechanical engineer with Scaled Composites. Pretty much the best composites engineering firm on the planet.
Here are some things that came of that conversation and stuff that I have seen online.
First, a video on the carbon fiber wrapping of the sub body.
Next is the attachment of the body to the titanium collars for the end caps.
Carbon fiber is very strong, both in compression and tension. But the fiber itself is only part of the composite. The remainder of the composite is an epoxy matrix. The wrapping of the fiber is very important, as the compressive strength in the composite comes from keeping the fibers linear in the direction of loading. Both the fiber wrap and the epoxy matrix are necessary to keep the fibers in line with the direction of the load (compressive hoop). When that fails, the result is interlaminary shear and buckling of the fibers.
This video shows exactly what that looks like.
This article from Composites World describes the manufacture of the sub body.
The biggest challenge, Spencer reports, was developing a manufacturable design that “would produce a consistent part with no wrinkles, voids or delaminations.” And without use of an autoclave. Spencer opted for a layup strategy that combines alternating placement of prepreg carbon fiber/epoxy unidirectional fabrics in the axial direction, with wet winding of carbon fiber/epoxy in the hoop direction, for a total of 480 plies. The carbon fiber is standard-modulus Grafil 37-800 (30K tow), supplied by Mitsubishi Chemical Carbon Fiber & Composites Inc. (Irvine, CA, US). Prepreg was supplied by Irvine-based Newport Composites, now part of Mitsubishi Chemical Carbon Fiber & Composites Inc. The wet-winding epoxy is Epon Resin 682 from Hexion Inc. (Columbus, OH, US). The curing agent is Lindride LS-81K frLindau Chemicals Inc.cals (Columbia, SC, US).
Initial design work indicated that the hull, to be rated for 4,000m depth with a 2.25 safety factor, should be 114 mm thick or 4.5 inches, which OceanGate opted to round up to 5 inches (127 mm) to build in an additional safety margin.
After layup and winding was complete, the cylinder was bagged with cellowrap and then cured in an oven at 137°C for 7 days. There was no postcure. Spencer says initial assessment of the cured cylinder shows that it has porosity of <1%. As CW went to press, the cylinder was being prepared for machining to cut it to length, square up the ends and bond it to the titanium end caps.
This was very much a first-of-its-kind sub.
The CEO, Stockton Rush, bragged about how he liked to break the rules of what has never been done before.
CEO Stockton Rush: "I have broken some rules to make this. (…) The carbon fibre and titanium there is a rule that you don’t do that. Well, I did.“#Titanic #OceanGate #Titan pic.twitter.com/XuUAMuCJ2v
— stonking.com (@stonking) June 22, 2023
The design worked. At least a few times. The evidence is there, the sub made several dives to depth.
This is where I believe the problem lied.
The sub was cyclically loaded to 5,500 psi. The epoxy matrix has, effectively, no strength. Under cyclic loading, interlaminary shear allowed the fibers to move within the epoxy matrix so the poxy was no longer supporting the carbon fiber. During the final dive, the lack of support of the fiber caused it to buckle and the sub to crush in the middle. Literally, as the sub was repeatedly squeezed, the individual layers of the carbon fiber began to separate.
This is the big advantage that metal has over composites, the predictability of fatigue in metal.
My buddy who was at Scaled Composites told me that they worked on a lightweight composite sub for emergency rescue and military applications that could be flown in, in much less time than it took other subs to deploy from the back of a ship.
The project was canceled because their sub could only be guaranteed as a one-time-use-only vessel, and the cost was too high.
Leaving behind material science, the design seems sketchy.
If you watch this video on the making of another DSV, you will see how the crew capsule is perfectly spherical. As perfectly spherical as can be machined to that size.
The famous Alvin sub, the one that discovered the resting place of the Titanic, used a spherical compartment.
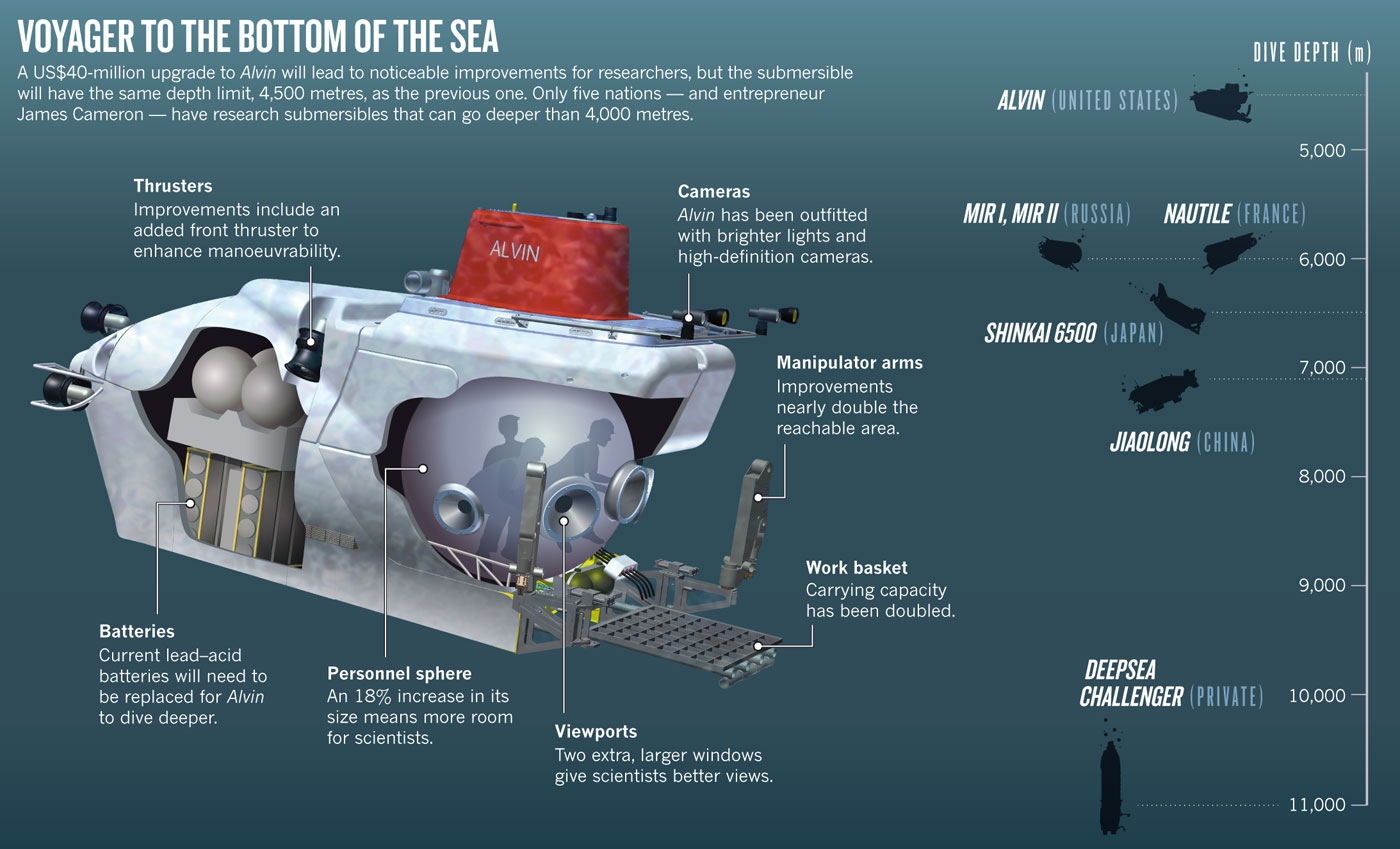
All of the deep diving DSVs use a spherical crew compartment, as that is the strongest shape in hydrostatic compression.
The cylindrical body of the Titan sub was a weak point.
The other DSVs also use a metal (Titanium) crew compartment. Titanium is used for weight, not strength. There are many steel alloys that are stronger, but they want light weight to minimize the amount of flotation ballast needed to maintain neutral or positive buoyancy.
The result was a less than optimal design made from a less than optimal material.
That seems likevan extraordinary amount of rist to take by a small company.
Why do that?
Apparently, the CEO wanted inspirational, outside-the-box, thinking.
The CEO of OceanGate, which is operating the missing Titanic tourist submarine, explains that the company didn’t want to hire any experienced “50 year old white guys” because they weren’t “inspirational.” pic.twitter.com/kxXkhBn7oL
— Catch Up (@CatchUpFeed) June 21, 2023
Well then.
His inspirational rule breaking worked, until it didn’t, and he didn’t have the experienced, knowledgeable people on hand to tell him why that might not be the best of ideas.
I’m not against being groundbreaking. But this was groundbreaking failure.
They demanded more from the design than it was capable of delivering repeatedly.
The cyclic loading of the carbon fiber, and subsequent failure of the matrix to support the carbon fiber led to the crushing of the sub.